Womic Stainless Steel Co., Ltd



Exceptional Pitting and Crevice Corrosion Resistance:
PRE ≥ 40 (typically 40–45) due to high chromium (24–26%), molybdenum (3.0–5.0%), tungsten (0.5–1.0%), and nitrogen (0.24–0.32%) content, providing superior resistance in seawater, chlorides, and aggressive organic acids.
Superior Stress Corrosion Cracking Resistance:
Excellent resistance to both chloride-induced SCC and sulfide-induced SSCC, significantly outperforming S32750 and S32760 in sour service (H₂S) environments with higher partial pressures.
Enhanced Resistance in Reducing and Oxidizing Acid Environments:
The combination of tungsten and copper provides improved corrosion resistance in sulfuric acid, phosphoric acid, and mixed acid environments, giving S39274 an advantage in chemical processing applications.
Ultra-High Mechanical Strength:
Minimum yield strength of ≥ 550 MPa (approximately 2.5 times that of 316L), allowing for significant wall thickness reduction, weight savings, and cost optimization in critical applications.
Excellent Low-Temperature Toughness:
Maintains excellent impact toughness down to -50°C, suitable for Arctic, deepwater subsea, and cold climate applications.
Outstanding Weldability:
Maintains balanced ferrite/austenite ratio in the weld zone when using proper welding procedures, matching filler metals (e.g., 2594 or higher alloyed), and controlled heat input. The higher alloy content requires more careful welding parameter control.
High Resistance to Erosion, Cavitation, and Corrosion Fatigue:
Ideal for high-velocity seawater, slurry, pump, and valve applications where combined mechanical and corrosive attack occurs.
International Certification:
Pipes can be certified by ABS, BV, DNV, LR, GL, RINA, CCS, KR, and NK, and comply with NORSOK M-630, ISO 17781, API 5LC, and NACE MR0175/ISO 15156 for sour service applications.
Womic Steel’s S39274 super duplex pipes conform to multiple international specifications for extreme corrosive, sour service, and high-pressure applications:
|
Standard |
Description |
Equivalent Grade / Material Number |
|
ASTM A789 / A790 |
Seamless and welded ferritic/austenitic stainless steel pipe |
S39274 |
|
ASTM A928 |
Welded ferritic/austenitic pipe for corrosive service |
S39274 |
|
EN 10216-5 |
Seamless stainless steel tubes for pressure purposes |
1.4501 (similar to S32760 but with tighter limits) |
|
EN 10217-7 |
Welded stainless steel tubes for pressure purposes |
1.4501 |
|
DIN 17458 |
Austenitic seamless tubes (super duplex supplement) |
X2CrNiMoCuWN25-7-4 |
|
JIS G3459 / G3463 |
Stainless steel pipes for general and heat-resisting use |
SUS329J4L (similar) |
|
GB/T 21833 |
Seamless and welded duplex stainless steel pipes |
022Cr25Ni7Mo4WCuN |
|
ISO 17781 |
Duplex stainless steel pipes for petroleum and natural gas industries |
1.4501 |
|
API 5LC |
CRA line pipe for oil and gas |
S39274 |
|
NACE MR0175 / ISO 15156 |
Sour service (H₂S) compliance – highest allowable limits |
S39274 |
These standards ensure that S39274 super duplex pipes meet global requirements for chemical composition, balanced dual-phase microstructure, superior mechanical properties, sour service compatibility, rigorous testing, and dimensional accuracy.
|
Element |
C |
Mn |
P |
S |
Si |
Cr |
Ni |
Mo |
N |
Cu |
W |
|
S39274 |
≤0.030 |
≤1.00 |
≤0.030 |
≤0.010 |
≤0.80 |
24.0–26.0 |
6.0–8.0 |
3.0–5.0 |
0.24–0.32 |
0.20–0.80 |
0.50–1.00 |
l Note: S39274 represents the highest alloyed super duplex grade commercially available. Compared to S32750 and S32760, S39274 offers:
l Higher chromium (24–26%) : Enhanced passive film stability and pitting resistance.
l Higher nitrogen (0.24–0.32%) : Increased strength, austenite stability, and pitting resistance.
l Tungsten (0.5–1.0%) : Improved pitting resistance in high-chloride environments and solid solution strengthening.
l Copper (0.20–0.80%) : Enhanced resistance to reducing acids (sulfuric, phosphoric).
The combination of these alloying elements gives S39274 the highest PRE value among commercial super duplex grades, making it suitable for the most demanding offshore, subsea, and chemical applications.
Pitting Resistance Equivalent (PRE) Calculation:
PRE = %Cr + 3.3 × (%Mo + 0.5 × %W) + 16 × %N ≥ 40 (typically 43–46)
Comparison of PRE and Key Properties:
|
Grade |
PRE |
Yield Strength (MPa) |
Nickel (%) |
Mo + W Effect |
|
S32205 (2205) |
≥34 |
≥450 |
4.5–6.5 |
Mo only |
|
S32750 (2507) |
≥42 |
≥550 |
6.0–8.0 |
Mo only |
|
S32760 |
≥40 |
≥550 |
6.0–8.0 |
Mo + W + Cu |
|
S39274 |
≥40 (43–46 typical) |
≥550 |
6.0–8.0 |
Higher Cr + Mo + W + Cu |
|
Property |
Unit |
S39274 |
|
Tensile Strength (min) |
MPa |
≥750 |
|
Yield Strength (0.2% offset, min) |
MPa |
≥550 |
|
Elongation (min) |
% |
≥25 |
|
Hardness (Brinell, max) |
HBW |
≤310 |
|
Hardness (Rockwell C, max) |
HRC |
≤32 |
|
Density |
g/cm³ |
7.80 |
|
Melting Range |
°C |
1350–1400 |
Impact Toughness (Charpy V-Notch, typical at -46°C):
Longitudinal: ≥ 70 J (typical)
Transverse: ≥ 50 J (typical)
NACE MR0175 / ISO 15156 Compliance:
S39274 is fully qualified for sour service applications up to the highest
limits specified in NACE MR0175/ISO 15156 for duplex stainless steels. Due to
its higher alloy content, S39274 can tolerate higher H₂S partial pressures and
lower pH values than S32750 or S32760.
Heat Treatment Condition:
S39274 super duplex pipes are solution annealed at 1080–1150°C followed by rapid cooling (water quenching) .
This heat treatment is critical and must be strictly controlled:
Dissolves unwanted intermetallic phases (sigma, chi, Laves phases) which form more readily in high-alloy super duplex grades.
Restores the balanced 40–60% ferrite / 40–60% austenite microstructure.
Relieves internal stresses from forming, rolling, or welding.
Ensures optimal mechanical properties and maximum corrosion resistance.
Critical Note: S39274 has the highest susceptibility to intermetallic phase formation among super duplex grades due to its high chromium, molybdenum, tungsten, and nitrogen content. Water quenching is mandatory and must be performed immediately after solution annealing – any delay or air cooling will result in precipitation of brittle intermetallic phases, severely reducing corrosion resistance and toughness. The annealing temperature range must be precisely controlled, and holding times must be optimized.
Delivery Condition: Pipes are normally supplied in solution annealed and pickled condition. Bright annealing is not recommended for S39274 due to the need for immediate water quenching.
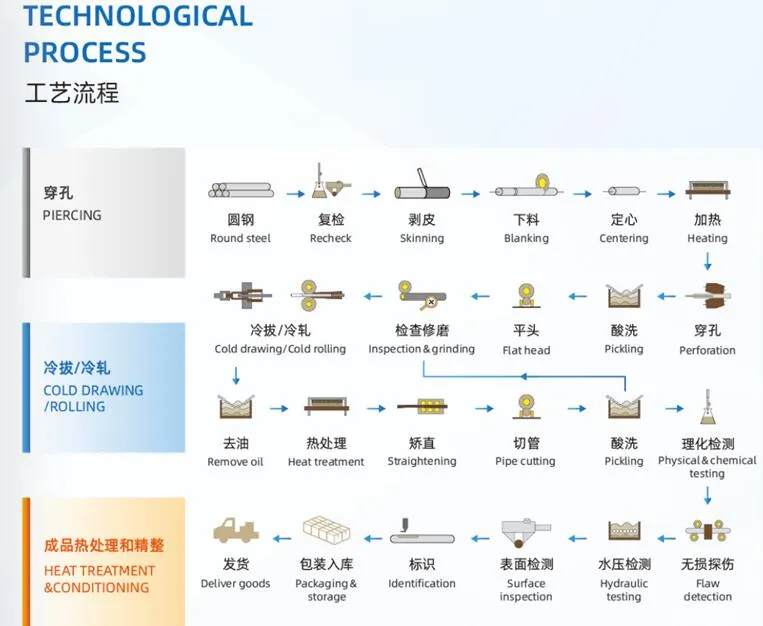
Womic Steel adopts the most advanced production technology and stringent process control to ensure each S39274 super duplex seamless pipe meets exact specifications with balanced microstructure and flawless surface quality. Due to the high alloy content, manufacturing S39274 requires specialized equipment and expertise.
Raw Material Selection: High-quality S39274 super duplex billets from certified premium mills (Outokumpu, Sandvik) with certified chemical composition (including Cr, Mo, W, Cu, N verification) and ferrite/austenite balance. Raw material traceability is maintained from melt to final product. Each heat is qualified for sour service.
1. Heating and Piercing: Billets heated to a carefully controlled, narrow temperature range (lower than other duplex grades to prevent ferrite coarsening and intermetallic formation) and pierced using a rotary piercing mill. Temperature monitoring is continuous.
2. Hot Rolling: Shells elongated and rolled to desired intermediate size with strict temperature control and reduced reduction rates to prevent cracking.
3. Cold Drawing / Cold Pilgering: Pipes refined to precise dimensions with improved surface finish, enhanced mechanical properties, and work hardening control. Multiple intermediate solution annealing steps are required due to rapid work hardening.
4. Solution Annealing (Intermediate and Final) : Multiple solution annealing steps at 1080–1150°C followed by immediate water quenching to maintain phase balance throughout the manufacturing process. Quenching delay is kept under 30 seconds.
5. Pickling & Passivation: Removal of oxides using specialized pickling acids optimized for high-alloy tungsten-bearing super duplex grades; extended pickling time and thorough rinsing required. Hydrogen pickup is carefully monitored.
6. Straightening and Dimensional Calibration: Ensures consistent roundness and wall uniformity without introducing excessive residual stress. Straightening is performed at low speeds to prevent surface damage.
7. Final Inspection & Marking: Each pipe undergoes ferrite content measurement, 100% NDT (UT + ECT), dimensional check, and is marked with grade, heat number, standard, and traceability code before packing.
This rigorous process guarantees a balanced dual-phase microstructure, smooth internal bore, high structural integrity, and exceptional corrosion resistance across all batches of Womic Steel’s S39274 Super Duplex Seamless Pipe.
Womic Steel utilizes state-of-the-art manufacturing technology with specialized procedures for high-alloy tungsten-bearing super duplex to ensure every welded pipe meets precise specifications with weld zone phase balance and excellent corrosion resistance.
1. Raw Material Selection: High-quality S39274 super duplex stainless steel strips/coils from certified premium mills with full traceability and certified Cr, Mo, W, Cu, N content.
2. Slitting & Uncoiling: Precision slitting to required width; edge preparation to ensure clean, burr-free edges for welding. Edges are inspected for defects before welding.
3. Forming & Welding: The strip is progressively formed into a cylindrical shape. The edges are welded using advanced TIG or Plasma welding with:
l Strict heat input control (typically 0.3–1.0 kJ/mm – lower than other duplex grades to prevent segregation)
l Shielding gas: Ar + N₂ (3–5% nitrogen) to prevent nitrogen loss and maintain phase balance
l Matching filler metal: ER2594 or specialized high-alloy filler with W and Cu for optimal matching
l Pre-weld and post-weld purge gas protection on ID and OD
4. Weld Seam Treatment: External weld bead removal and optional internal bead control; weld zone requires careful grinding to remove surface oxides without introducing heat.
5. Solution Annealing: Full heat treatment of the entire welded pipe at 1080–1150°C followed by immediate water quenching – absolutely essential for restoring corrosion resistance and balanced microstructure in the weld and HAZ. Quenching delay must be under 30 seconds.
6. Sizing & Calibration: Final precise outer diameter and roundness.
7. Pickling & Passivation: Chemical treatment removes scale and promotes passive layer formation; extended pickling time required for high-alloy tungsten-bearing super duplex grades. Spray pickling or immersion pickling methods are used.
8. Non-Destructive Testing (NDT) : Weld seam inspected using:
l Eddy Current Testing (ECT)
l Ultrasonic Testing (UT) – longitudinal and transverse (LFW + TFW)
l Optional: Radiographic Testing (RT) for critical subsea applications
l Optional: Phased Array Ultrasonic Testing (PAUT) for complex geometries
9. Ferrite Content Measurement: Verification of base metal, weld metal, and HAZ phase balance – typically 35–65% ferrite (weld zone may be 30–60%). Automated ferrite measurement systems are used.
10. Corrosion Testing (mandatory for NORSOK and sour service specifications):
11. Pitting resistance test per ASTM G48 Method A – 24 hours in 6% FeCl₃ at 50°C (higher than S32750/S32760) – no pitting
12. Optional: Critical pitting temperature (CPT) testing per ASTM G48 Method C
13. Sour Service Qualification (per project requirements): HIC (Hydrogen Induced Cracking) and SSC (Sulfide Stress Cracking) testing per NACE TM0284 and NACE TM0177.
14. Final Inspection & Marking: Complete dimensional check, visual inspection (including weld zone), and traceable marking.
This controlled process guarantees a sound weld seam, excellent dimensional accuracy, balanced super duplex microstructure, and superior corrosion resistance for every batch of Womic Steel’s S39274 Welded Pipe.
Outside Diameter: 6mm – 762mm (1/4″ – 30″) – larger diameters available upon request with extended lead times
Wall Thickness: 0.5mm – 30mm (SCH 10S – SCH XXS)
Length: Up to 12m (fixed or random); longer lengths up to 18m available for seamless on request
Tolerances: According to ASTM A999 / EN ISO 1127, with additional super duplex-specific requirements for straightness and ovality (tighter than all other duplex grades)
|
ANSI B 36.19/ANSI B36.10 DIMENSIONS OF SEAMLESS &WELDED STAINLESS STEEL PIPE |
|||||||||||||||||||
|
Nominalsize |
mm |
ANSIB36.19 |
ANSIB36.10ANSIB36.10 |
||||||||||||||||
|
DN |
NPS |
mm |
5S |
10S |
40S |
80S |
10 |
20 |
30 |
STD |
40 |
60 |
XS |
80 |
100 |
120 |
140 |
160XXS |
|
|
6 |
1/8" |
10.29 |
|
1.24 |
1.73 |
2.41 |
|
|
|
1.73 |
1.73 |
|
2.41 |
2.41 |
|
|
|
|
|
|
8 |
1/4" |
13.72 |
|
1.65 |
2.24 |
3.02 |
|
|
|
2.24 |
2.24 |
|
3.02 |
3.02 |
|
|
|
|
|
|
10 |
3/8" |
17.15 |
|
1.65 |
2.31 |
3.20 |
|
|
|
2.31 |
2.31 |
|
3.20 |
3.20 |
|
|
|
|
|
|
15 |
1/2" |
21.34 |
1.65 |
2.11 |
2.77 |
3.73 |
|
|
|
2.77 |
2.77 |
|
3.73 |
3.73 |
|
|
|
4.78 |
7.47 |
|
20 |
3/4" |
26.67 |
1.65 |
2.11 |
2.87 |
3.91 |
|
|
|
2.87 |
2.87 |
|
3.91 |
3.91 |
|
|
|
5.56 |
7.82 |
|
25 |
1" |
33.4 |
1.65 |
2.77 |
3.38 |
4.55 |
|
|
|
3.38 |
3.38 |
|
4.55 |
4.55 |
|
|
|
6.35 |
9.09 |
|
32 |
1 1/4" |
42.16 |
1.65 |
2.77 |
3.56 |
4.85 |
|
|
|
3.56 |
3.56 |
|
4.85 |
4.85 |
|
|
|
6.35 |
9.70 |
|
40 |
1 1/2" |
48.26 |
1.65 |
2.77 |
3.68 |
5.08 |
|
|
|
3.68 |
3.68 |
|
5.08 |
5.08 |
|
|
|
7.14 |
10.16 |
|
50 |
2" |
60.33 |
1.65 |
2.77 |
3.91 |
5.54 |
|
|
|
3.91 |
3.91 |
|
5.54 |
5.54 |
|
|
|
8.74 |
11.07 |
|
65 |
2 1/2" |
73.03 |
2.11 |
3.05 |
5.16 |
7.01 |
|
|
|
5.16 |
5.16 |
|
7.01 |
7.01 |
|
|
|
9.52 |
14.02 |
|
80 |
3" |
88.9 |
2.11 |
3.05 |
5.49 |
7.62 |
|
|
|
5.49 |
5.49 |
|
7.62 |
7.62 |
|
|
|
11.13 |
15.24 |
|
90 |
3 1/2" |
101.6 |
2.11 |
3.05 |
5.74 |
8.08 |
|
|
|
5.74 |
5.74 |
|
8.08 |
8.08 |
|
|
|
|
|
|
100 |
4" |
114.3 |
2.11 |
3.05 |
6.02 |
8.56 |
|
|
|
6.02 |
6.02 |
|
8.56 |
8.56 |
|
11.13 |
|
13.50 |
17.12 |
|
125 |
5” |
141.3 |
2.77 |
3.40 |
6.55 |
9.52 |
|
|
|
6.55 |
6.55 |
|
9.52 |
9.52 |
|
12.70 |
|
15.90 |
19.05 |
|
150 |
6" |
168.28 |
2.77 |
3.40 |
7.11 |
10.97 |
|
|
|
7.11 |
7.11 |
|
10.97 |
10.97 |
|
14.30 |
|
18.20 |
21.95 |
|
200 |
8" |
219.08 |
2.77 |
3.76 |
8.18 |
12.70 |
|
6.35 |
7.04 |
8.18 |
8.18 |
10.30 |
12.70 |
12.70 |
15.10 |
18.20 |
20.60 |
23.00 |
22.22 |
|
250 |
10" |
273.05 |
3.40 |
4.19 |
9.27 |
12.70 |
|
6.35 |
7.80 |
9.27 |
9.27 |
12.70 |
12.70 |
15.09 |
18.26 |
21.44 |
25.40 |
28.58 |
|
|
300 |
12" |
323.85 |
3.96 |
4.57 |
9.52 |
12.70 |
|
6.35 |
8.38 |
9.52 |
10.31 |
14.27 |
12.70 |
17.48 |
21.44 |
25.40 |
28.58 |
33.32 |
|
|
350 |
14" |
355.6 |
3.98 |
4.78 |
|
|
6.35 |
7.92 |
9.52 |
9.52 |
11.13 |
15.09 |
12.70 |
19.05 |
23.83 |
27.79 |
31.75 |
35.71 |
|
|
400 |
16" |
406.4 |
4.19 |
4.78 |
|
|
6.35 |
7.92 |
9.52 |
9.52 |
12.70 |
16.66 |
12.70 |
21.44 |
26.19 |
30.96 |
36.53 |
40.49 |
|
|
450 |
18" |
459.2 |
4.19 |
4.78 |
|
|
6.35 |
7.92 |
11.13 |
9.52 |
14.27 |
19.05 |
12.70 |
23.83 |
29.36 |
34.92 |
39.67 |
45.24 |
|
|
500 |
20" |
508 |
4.77 |
5.53 |
|
|
6.35 |
9.52 |
12.70 |
9.52 |
15.09 |
20.62 |
12.70 |
26.19 |
32.54 |
38.10 |
44.45 |
50.01 |
|
|
550 |
22" |
558.8 |
4.77 |
5.53 |
|
|
6.35 |
9.52 |
12.70 |
9.52 |
15.87 |
22.22 |
12.70 |
28.57 |
34.92 |
41.27 |
47.62 |
53.97 |
|
|
600 |
24" |
609.6 |
5.54 |
6.35 |
|
|
6.35 |
9.52 |
14.70 |
9.52 |
17.48 |
24.61 |
12.70 |
30.96 |
38.89 |
46.02 |
52.37 |
59.94 |
|
|
650 |
26" |
660.4 |
|
|
|
|
7.92 |
12.70 |
|
9.52 |
|
|
12.70 |
|
|
|
|
|
|
|
700 |
28" |
711.2 |
|
|
|
|
7.92 |
12.70 |
15.88 |
9.52 |
|
|
12.70 |
|
|
|
|
|
|
|
750 |
30" |
762 |
6.35 |
7.92 |
|
|
7.92 |
12.70 |
15.88 |
9.52 |
|
|
12.70 |
|
|
|
|
|
|
|
800 |
32" |
812.8 |
|
|
|
|
7.92 |
12.70 |
15.88 |
9.52 |
|
|
12.70 |
|
|
|
|
|
|
Womic Steel offers surface finishes for S39274 super duplex pipes optimized for the high alloy content and critical applications.
|
Surface Type |
Description |
|
Annealed & Pickled (AP Finish) |
Standard industrial finish – matte, oxide-free after acid treatment. Recommended and mandatory for most offshore, subsea, sour service, and chemical applications. |
|
Passivated Finish |
Surface chemically treated to enhance the protective passive film – strongly recommended for all sour service applications. |
|
Grit Blasted / Bead Blasted |
Matte, uniform surface texture; improves paint adhesion for topside offshore applications. Available upon request. |
|
Mechanically Descaled |
Not recommended for S39274 due to potential surface contamination and incomplete scale removal. |
Note: Bright annealing is not possible for S39274 due to the mandatory water quenching requirement. Polished finishes are generally not recommended as they may remove the passive layer; if required, passivation must follow polishing. All S39274 pipes from Womic Steel are supplied in the annealed and pickled condition unless otherwise specified with written agreement.
Each S39274 pipe surface is inspected for uniform appearance, absence of pits, surface defects, and consistent finish quality. Surface roughness (Ra) can be controlled upon request.
Every S39274 super duplex stainless steel pipe undergoes the most comprehensive inspection regime of any product in Womic Steel’s portfolio, in accordance with ASTM, EN, NORSOK, ISO, NACE, and API standards, including super duplex-specific and sour service critical tests:
|
Test / Inspection |
Description |
Applicability |
Acceptance Criteria |
|
Visual & Dimensional Inspection |
Surface, roundness, wall thickness, straightness, and end preparation |
100% |
ASTM A999 |
|
Hydrostatic Pressure Test |
Leakage and pressure resistance verification |
100% |
No leakage |
|
Eddy Current Test (ECT) |
Surface and sub-surface imperfection detection |
100% (seamless) |
ASTM E426 |
|
Ultrasonic Test (UT) |
Internal integrity of pipe wall and weld seam (LFW+TFW for welded) |
100% |
ASTM E213 / E273 |
|
Radiographic Test (RT) |
Weld seam integrity for critical subsea applications |
Optional (per project) |
API 5LC / ASME B31.3 |
|
Phased Array UT (PAUT) |
Advanced weld inspection for complex geometries |
Optional |
ASME Section V |
|
Positive Material Identification (PMI) |
Confirms correct chemical grade (full Cr, Ni, Mo, Cu, W, N verification) |
100% |
Within spec limits |
|
Ferrite Content Measurement |
Magnetic induction or metallographic method |
100% |
35–65% (base), 30–60% (weld) |
|
Microstructure Examination |
Verification of balanced dual-phase structure, absence of intermetallic phases (sigma, chi, Laves) |
Per heat / batch |
No intermetallic phases |
|
Tensile Testing |
Confirms ≥750 MPa UTS and ≥550 MPa yield strength |
Per heat / batch |
ASTM A790 |
|
Hardness Testing |
Brinell or Rockwell |
Per heat / batch |
≤310 HBW / ≤32 HRC |
|
Charpy Impact Testing |
Verifies low-temperature toughness at -46°C (or -50°C as specified) |
Per heat (mandatory for offshore) |
≥60 J average (longitudinal) |
|
Pitting Corrosion Test |
ASTM G48 Method A – 24 hours in 6% FeCl₃ |
Per heat (mandatory for NORSOK) |
No pitting at 50°C |
|
Critical Pitting Temperature (CPT) |
ASTM G48 Method C – optional |
Optional |
≥80°C typical |
|
Sour Service Qualification |
HIC per NACE TM0284, SSC per NACE TM0177 |
Per project (as required) |
No cracks, no HIC |
|
Intergranular Corrosion Test (IGC) |
ASTM A262 Practice E |
Optional |
No attack |
|
Surface Roughness Check |
Profilometer measurement |
As required |
As specified |
|
Third-Party Inspection |
SGS / BV / DNV / TUV / LR – witnessed testing and certification |
Upon customer request |
As per PO |
These extensive tests ensure that every S39274 Super Duplex Stainless Steel Pipe from Womic Steel meets the highest international standards for reliability, corrosion resistance, sour service compatibility, and longevity in the most demanding environments on earth.

S39274 super duplex stainless steel pipe is specified for the most demanding applications requiring the highest possible corrosion resistance and mechanical strength. Due to its premium alloy content, S39274 is used where S32750 and S32760 are insufficient. Womic Steel supplies to global deepwater and sour service projects with certifications available from all major classification societies.
|
Industry |
Typical Applications |
|
Deepwater Subsea Oil & Gas |
Subsea manifolds, jumpers, flowlines, umbilical tubing, control lines, Christmas tree components – for ultra-deepwater, high-pressure, high-temperature, high-H₂S environments |
|
Sour Service Pipelines |
HP/HT gas lines, produced water systems, wellhead control panels – where H₂S partial pressures exceed limits for S32750/S32760. Compliant with NACE MR0175 Class III. |
|
Offshore Platforms (Critical Service) |
Topsides sour service piping, high-pressure injection lines, HP/HT chemical injection systems – certified by ABS, BV, DNV, LR, GL, RINA, CCS, KR, NK |
|
Seawater Handling (High Velocity, High Chloride) |
High-pressure seawater injection pumps and piping, deepwater seawater lift systems – where chlorides and velocity are extreme |
|
Desalination Plants (High Temperature) |
High-pressure reverse osmosis (HPRO) feed lines, brine reject piping, energy recovery device connections – for high-temperature, high-chloride, high-pressure service |
|
Chemical Processing (Aggressive Acids) |
Heat exchangers, reactors, piping for concentrated sulfuric acid, phosphoric acid, mixed acids, and high-chloride organic compounds |
|
Flue Gas Desulfurization (FGD) |
Absorber towers, spray headers, slurry piping, outlet ducts – in high-chloride, low-pH, high-temperature zones |
|
Hydrometallurgy (High Pressure) |
Pressure acid leaching (PAL) circuits for nickel, cobalt, copper, rare earth extraction – where sulfuric acid, chlorides, and high pressures combine |
|
Geothermal Energy (High H₂S) |
High-temperature, high-chloride, high-H₂S brine handling pipelines – where other materials fail rapidly |
|
Marine & Shipbuilding (Critical Systems) |
Seawater cooling systems for naval vessels, chemical tanker piping, scrubber systems – class society certified |
|
Nuclear Power |
Safety-related cooling water systems, chemical injection lines – where highest reliability is required |
|
Pharmaceutical & Biotech (High Purity) |
High-purity systems for aggressive cleaning agents and high-temperature sterilization |
Each S39274 super duplex stainless steel pipe is packed with the highest level of care due to the extreme value, long lead times (premium mill sourcing), and critical nature of these products. Clear labeling includes grade, heat number, dimensions, project-specific markings, NACE compliance certification references, and NORSOK M-630 documentation references.
1.General packaging for local truck transport:
Bundle packing with woven fabric, iron strip bundle, plastic cap on both ends –
with additional foam padding for surface protection.
2.Hexagonal packaging:
Bundle packing with woven fabric, iron strip bundle, plastic cap on two ends –
with edge protectors.
3.Packaging for welded pipe in medium and large sizes:
Wrapped with woven fabric by automatic packaging for export sea-worthy
transport – with additional VCI paper interleaving.
4.Packaging for medium and large size welded pipes for
export:
Steel crate packaging only –
wood is not recommended due to moisture concerns. Crates are reinforced and
lined with moisture barrier.
5.General packaging for products to be exported:
Steel or reinforced wooden box with
moisture barrier, desiccant packs, and edge protectors – mandatory for all S39274 shipments.
6.Packaging for precision tubes and heat exchanger
tubes:
Individual wrapping in VCI paper, plastic end caps, plus steel crate with foam
padding.
7.Anti-rust and anti-corrosion protection:
l VCI paper interleaving between layers
l Plastic end caps on all pipe ends
l Desiccant packs inside wrapped bundles
l Moisture barrier wrapping for sea freight
l Edge protectors on all bundle corners

1. Direct cooperation with global shipowners ensures the most competitive freight rates for high-value super duplex shipments, including dedicated container or breakbulk options.
2. Professional loading and securing teams – S39274 pipes are handled with dedicated care using non-metallic slings, padded supports, and rubber-lined cradles to prevent surface scratches and deformation.
3. Specialized crating – all S39274 shipments use steel or reinforced wooden crates with full interior padding and moisture protection.
4. Efficient document preparation – includes EN 10204 Type 3.1/3.2 certificates, NORSOK M-630 documentation, NACE MR0175 compliance certificates, material test reports (MTR), heat treatment records, PMI reports, ferrite measurement reports, corrosion test reports, and complete traceability records. All documentation is reviewed before shipping to minimize customs delays.
5. Extended lead time management – due to premium mill sourcing, Womic Steel provides accurate lead time forecasting and project coordination.
6. Continuous cargo tracking and after-sales follow-up – including pre-shipment inspection coordination (with third-party agencies), arrival notification, installation support documentation, and technical follow-up.
Womic Steel is a trusted manufacturer and exporter specializing in super duplex stainless steel pipes, including the highest-alloy S39274 grade. We are committed to delivering premium quality, technical expertise, and professional service for the world’s most demanding deepwater, sour service, and extreme chemical projects.
1.Strict quality control under ISO 9001, PED 2014/68/EU, and NORSOK M-630 compliance.
2.Premium mill sourcing – S39274 raw materials from Outokumpu, Sandvik, or equivalent certified mills only.
3.S39274-specific expertise – specialized knowledge in high-alloy tungsten-bearing super duplex phase balance control, heat treatment (water quenching at 1080–1150°C with <30 second delay), and sour service qualifications.
4.Modern production lines – cold pilger mills with controlled reduction rates, automatic TIG welding lines with nitrogen shielding (3–5% N₂), and in-line solution annealing furnaces with immediate water quenching.
5.Complete in-house testing – including ferrite measurement (automated), ASTM G48 pitting corrosion testing at 50°C, Charpy impact testing at -46°C, and full sour service qualification support.
6.NACE MR0175 / ISO 15156 compliance – full documentation and testing for Class III sour service applications.
7.Third-party inspection support – full coordination with SGS, BV, DNV, TUV, LR, ABS, and other approved agencies. Witnessed testing available.
8.Full documentation – EN 10204 Type 3.1/3.2 certificates, material test reports (MTR), NORSOK M-630 compliance statements, NACE compliance certificates, PMI reports, ferrite measurement logs, corrosion test reports, and complete traceability from melt to final pipe.
9. Flexible customization – special diameters, wall thicknesses, lengths, beveled ends, and surface finishes (with written agreement).
10. Extended lead time management – Womic Steel provides realistic lead time estimates and regular production updates for this premium grade.
11. Reliable global shipping to all major energy hubs (Houston, Aberdeen, Dubai, Singapore, Perth, Rio de Janeiro, Luanda, Stavanger, etc.) with specialized crating and moisture protection.
12. Direct mill relationships – competitive pricing for premium super duplex products through strategic partnerships with raw material mills.

For inquiries, technical support, or to request a quotation for your specific clad pipe requirements, please contact us:
Website: www.womicstainless.com
E‑mail: info@womicstainless.com
Tel / WhatsApp / WeChat:
Victor: +86 15575100681
Jack: +86 18390957568
Womic Steel – Your reliable partner for high‑quality stainless steel seamless pipes, metallurgically bonded clad tubes, and custom solutions for corrosion‑resistant applications.