



Womic Stainless Steel Co., Ltd

Seamless stainless steel pipes play a critical role in modern industrial piping systems where high strength, corrosion resistance, and pressure integrity are essential. Unlike welded pipes, seamless pipes are produced without a welded seam, which gives them superior structural uniformity and higher resistance to internal pressure.
Because of these advantages, seamless stainless steel pipes are widely used in demanding industries such as oil and gas production, petrochemical processing, power generation, marine engineering, chemical plants, and high-temperature furnace systems.
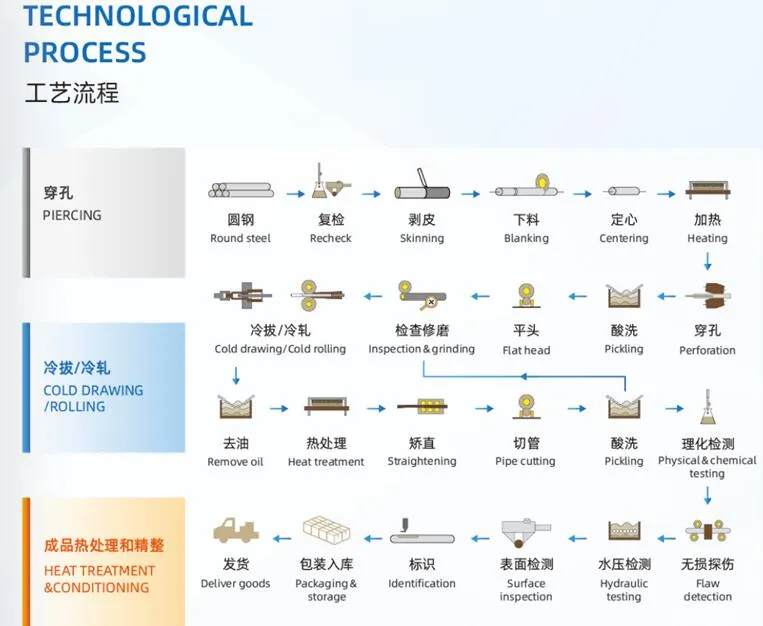
The manufacturing process of seamless stainless steel pipes involves multiple stages including billet preparation, rotary piercing, hot rolling, cold drawing, heat treatment, surface finishing, and strict quality inspection. Each stage requires precise metallurgical control and advanced manufacturing equipment to ensure the final pipe meets international technical standards.
At Womic Steel, seamless stainless steel pipes are produced using modern production lines and strict quality management systems to ensure reliable performance in high-pressure and corrosive environments.

The production of seamless stainless steel pipes begins with high-quality stainless steel billets. These billets are produced through advanced steelmaking processes such as electric arc furnace melting and secondary refining.
Careful control of chemical composition is essential because the alloy elements determine the corrosion resistance and mechanical properties of the final pipe.
Typical alloying elements include chromium, nickel, molybdenum, and nitrogen. Chromium is responsible for forming the protective passive film that gives stainless steel its corrosion resistance. Nickel stabilizes the austenitic structure and improves ductility and toughness.
Molybdenum significantly enhances resistance to pitting corrosion, especially in chloride environments such as seawater systems. Nitrogen increases both strength and corrosion resistance in modern stainless steel alloys.
Before entering the manufacturing process, stainless steel billets are inspected to ensure they meet the required chemical composition, internal structure quality, and dimensional accuracy.
Before the piercing process can begin, stainless steel billets must be heated to a high temperature to increase their plasticity and prepare them for deformation.
Billets are heated in controlled furnaces to temperatures typically between1100°C and 1250°C. Maintaining a uniform temperature throughout the billet is extremely important to ensure consistent deformation during the piercing stage.
Modern billet heating furnaces use automatic temperature control systems to maintain stable heating conditions and prevent overheating or oxidation.
Once the billet reaches the required temperature, it is transported quickly to the piercing mill to prevent heat loss before the forming process begins.
The rotary piercing process is one of the most critical steps in seamless stainless steel pipe manufacturing. This stage converts the solid billet into a hollow tube.
During the process, the heated billet is positioned between two rotating rollers. These rollers apply compressive forces while rotating the billet at high speed. At the same time, a piercing mandrel is pushed into the center of the billet.
As the billet rotates and moves forward between the rollers, the mandrel penetrates the center and creates a hollow cavity. The result is a thick-walled hollow shell that forms the basic structure of the seamless pipe.
The quality of the rotary piercing process has a direct impact on the internal surface quality and wall thickness uniformity of the pipe. Advanced piercing equipment and experienced operators are essential to prevent internal cracks or wall thickness variations.
After the hollow shell is formed, it undergoes hot rolling operations to reduce wall thickness and increase pipe length.
The pipe passes through multiple rolling stands where rollers gradually shape the pipe to the required diameter and wall thickness. This stage is known as elongation rolling.
Stretch reducing mills are often used to further refine the pipe dimensions and ensure consistent wall thickness distribution. These mills help achieve accurate outer diameter control and improved pipe straightness.
During hot rolling, temperature control remains critical because stainless steel must remain within the optimal deformation temperature range to avoid metallurgical defects.
At the end of the hot rolling stage, the pipe is cooled under controlled conditions to maintain stable material properties.
In many industrial applications, stainless steel pipes must meet strict dimensional tolerances and high surface quality requirements. For these applications, cold drawing technology is often applied after hot rolling.
Cold drawing involves pulling the pipe through precision dies that gradually reduce its diameter and wall thickness. This process improves dimensional accuracy and produces smoother pipe surfaces.
Cold drawing also increases the mechanical strength of the pipe through strain hardening. However, because stainless steel alloys have strong work hardening characteristics, intermediate heat treatment may be required between drawing stages to restore ductility.
Cold drawn seamless stainless steel pipes are widely used in precision mechanical systems, hydraulic equipment, heat exchanger tubing, and high-pressure fluid transport systems.
Heat treatment is an essential part of seamless stainless steel pipe manufacturing. The most common heat treatment process for stainless steel pipes issolution annealing.
During solution annealing, the pipes are heated to temperatures typically between1050°C and 1150°Cand then rapidly cooled by water quenching. This process dissolves carbides and restores the homogeneous austenitic microstructure.
Solution annealing ensures that the stainless steel pipe achieves maximum corrosion resistance and optimal mechanical properties. It also removes residual stresses generated during cold working processes.
Advanced heat treatment furnaces with precise temperature control are used to ensure uniform heating across the entire pipe length.
After heat treatment, stainless steel pipes typically undergo surface finishing processes such as pickling and passivation.
During heating processes, oxide scale forms on the pipe surface. This oxide layer must be removed to restore the corrosion-resistant passive surface of the stainless steel.
Pickling uses acid solutions to dissolve the oxide scale without damaging the base metal. This process leaves the pipe with a clean, metallic surface suitable for industrial applications.
Passivation treatments may also be applied to promote the formation of a stable chromium oxide protective layer. This layer improves the long-term corrosion resistance of the stainless steel pipe.
Seamless stainless steel pipes used in critical industrial applications must undergo strict inspection and testing procedures.
Chemical composition testing ensures the correct alloy content. Mechanical testing verifies tensile strength, yield strength, and elongation properties.
Hydrostatic pressure testing confirms that the pipe can withstand high internal pressure without leakage.
Non-destructive testing methods such as ultrasonic testing and eddy current testing are used to detect internal defects or surface cracks.
Dimensional inspection ensures that the pipe meets specified tolerances for outer diameter, wall thickness, and length.
These inspection procedures ensure that seamless stainless steel pipes meet the requirements of international standards such as ASTM A312, ASTM A213, and EN 10216-5.

Seamless stainless steel pipes are widely used in industries where pipeline integrity and corrosion resistance are critical.
In the oil and gas industry, seamless pipes are used for transporting high-pressure fluids and corrosive hydrocarbons. In chemical plants, they are used to handle aggressive chemicals and acidic media.
Power generation facilities use seamless stainless steel pipes in boiler systems, heat exchangers, and high-temperature steam pipelines.
Marine engineering and offshore platforms also rely on seamless stainless steel pipes for seawater systems and structural components exposed to harsh environments.
Because of their superior structural reliability, seamless stainless steel pipes are often preferred for high-pressure and high-temperature applications.
Womic Steel is a professional manufacturer of high-quality steel pipes with extensive experience in seamless stainless steel pipe production.
The company operates advanced pipe manufacturing lines equipped with modern piercing mills, hot rolling mills, cold drawing equipment, and heat treatment furnaces.
Strict quality management systems ensure that every pipe undergoes comprehensive inspection and testing before delivery.
Womic Steel offers a wide range of stainless steel pipe grades including 304, 316L, 316Ti, 904L, duplex stainless steel, and super austenitic alloys.
With strong manufacturing capabilities and reliable international logistics services, Womic Steel supplies stainless steel pipes to customers across industries such as energy, petrochemical processing, marine engineering, and industrial infrastructure projects worldwide.
Customized services. Rapid production. Global reach. We ensure your specific needs are fulfilled with precision and top-tier quality.
Website: www.womicstainless.com
Email:info@womicstainless.com
Tel/WhatsApp/WeChat:Victor: +86-15575100681 or Jack: +86-18390957568












