



Womic Stainless Steel Co., Ltd



Exceptional Pitting and Crevice Corrosion Resistance: PRE ≥ 42 (typically 42–45) due to high chromium (24–26%), molybdenum (3.0–5.0%), and nitrogen (0.24–0.32%) content, providing superior resistance in seawater, brackish water, and aggressive chemical media.
Ultra-High Mechanical Strength: Minimum yield strength of ≥ 550 MPa (approximately 3.2 times that of 316L and 1.2 times that of Duplex 2205), allowing for significantly reduced flange thickness and weight savings in critical offshore applications.
Superior Chloride Stress Corrosion Cracking Resistance: Excellent resistance to chloride-induced SCC, significantly outperforming both austenitic grades and standard duplex 2205 in high-temperature, high-chloride environments.
NACE MR0175 / ISO 15156 Compliant: Fully qualified for sour service applications with the highest allowable H₂S partial pressures and lowest pH values, documented HIC and SSC test reports available.
Excellent Low-Temperature Toughness: Maintains excellent impact toughness down to -50°C, suitable for Arctic, deepwater subsea, and cold climate applications (Charpy V-Notch ≥ 70J typical at -46°C).
High Resistance to Erosion and Corrosion Fatigue: Outstanding resistance to high-velocity seawater and slurry applications where combined mechanical and corrosive attack occurs.
Low Thermal Expansion: Lower coefficient of thermal expansion than austenitic grades (13.0 μm/m·K vs 15.9 for 316L), reducing thermal stress in bolted flange connections and improving fatigue life in cyclic thermal service.
Good Weldability: Maintains balanced ferrite/austenite ratio in the weld zone when using proper welding procedures and matching filler metals (ER2594). No post-weld heat treatment required for most applications.
Full Range of Types: Weld neck (WN), slip-on (SO), blind (BL), socket weld (SW), threaded (TH), lap joint (LJ), plate flanges, and orifice flanges.
Pressure Ratings: Available in Class 150, 300, 600, 900, 1500, and 2500 (PN6 to PN400 in metric equivalents).
International Certifications: Flanges can be certified by ABS, BV, DNV, LR, GL, RINA, CCS, KR, and NK, and comply with NORSOK M-630, NORSOK M-650, NACE MR0175, API 5LC, and ASME standards.
|
Standard |
Description |
Corresponding Super Duplex Grade |
|
ASME B16.5 |
Pipe flanges and flanged fittings (≤24″) |
A182 F53 (S32750) |
|
ASME B16.47 |
Large diameter steel flanges (26″–60″) Series A/B |
A182 F53 (S32750) |
|
EN 1092-1 |
European standard flanges |
1.4410 (X2CrNiMoN25-7-4) |
|
JIS B2220 |
Japanese standard steel pipe flanges |
SUS329J4L |
|
GB/T 9112 |
Chinese national standard flanges |
022Cr25Ni7Mo4N |
|
MSS SP-44 |
Steel pipeline flanges |
S32750 |
|
NORSOK M-630 / M-650 |
Offshore material qualification |
Grade 2507 |
|
API 5LC |
CRA line pipe and fittings |
S32750 |
|
API 6A |
Wellhead and Christmas tree flanges |
S32750 |
|
NACE MR0175 / ISO 15156 |
Sour service compliance (highest allowable limits) |
S32750 |
These standards ensure that our Super Duplex 2507 stainless steel flanges meet global requirements for chemical composition, balanced dual-phase microstructure, superior mechanical properties, dimensional tolerances, and pressure-temperature ratings for extreme service conditions.
|
Element |
C |
Mn |
P |
S |
Si |
Cr |
Ni |
Mo |
N |
Cu |
|
S32750 |
≤0.030 |
≤1.20 |
≤0.035 |
≤0.020 |
≤0.80 |
24.0–26.0 |
6.0–8.0 |
3.0–5.0 |
0.24–0.32 |
≤0.50 |
Super Duplex 2507 contains higher chromium, molybdenum, and nitrogen compared to Duplex 2205, resulting in a PRE value of ≥42 (compared to ≤35 for 2205). The high nitrogen content promotes austenite stability, significantly increases pitting resistance, and enhances mechanical strength. PREN = %Cr + 3.3 × %Mo + 16 × %N ≥ 42 (typically 42–45).
Comparison of PREN (Pitting Resistance Equivalent) Values:
|
Grade |
PRE |
Seawater Suitability |
Sour Gas Suitability |
|
316/316L |
24–26 |
Limited |
Poor |
|
Duplex 2205 |
34–35 |
Good |
Good |
|
Super Duplex 2507 |
42–45 |
Excellent |
Excellent |
|
Alloy 625 |
≥45 |
Outstanding |
Excellent |
Comparison with Other Duplex Grades:
|
Property |
Duplex 2205 |
Super Duplex 2507 |
|
Yield Strength (MPa) |
≥450 |
≥550 |
|
PRE |
≥35 |
≥42 |
|
Maximum Seawater Service |
250°C |
250°C (same) |
|
Maximum Non-Chloride Service |
300°C |
300°C (same) |
|
Sour Service (H₂S) |
Good |
Excellent (higher tolerance) |
|
Crevice Corrosion Resistance |
Good |
Excellent |
|
Typical Application |
Offshore topside |
Deepwater subsea, HP/HT |
|
Property |
Unit |
S32750 (Solution Annealed + Water Quenched) |
|
Tensile Strength |
MPa |
≥800 |
|
Yield Strength (0.2% offset) |
MPa |
≥550 |
|
Elongation |
% |
≥25 |
|
Hardness (Brinell) |
HBW |
≤310 |
|
Hardness (Rockwell C) |
HRC |
≤32 |
|
Density |
g/cm³ |
7.80 |
|
Melting Range |
°C |
1350–1400 |
|
Thermal Conductivity (20°C) |
W/m·K |
19.5 |
|
Thermal Conductivity (100°C) |
W/m·K |
20.0 |
|
Coefficient of Thermal Expansion (20–100°C) |
μm/m·K |
13.0 |
|
Coefficient of Thermal Expansion (20–250°C) |
μm/m·K |
13.5 |
|
Specific Heat Capacity (20°C) |
J/kg·K |
480 |
|
Modulus of Elasticity (20°C) |
GPa |
200 |
Impact Toughness (Charpy V-Notch, typical at -46°C):
Longitudinal: ≥ 70 J (typical)
Transverse: ≥ 50 J (typical)
NACE MR0175 / ISO
15156 Compliance:
Super Duplex 2507 is fully qualified for sour service applications up to the
highest limits specified in NACE MR0175/ISO 15156 for duplex stainless steels.
Due to its higher alloy content, S32750 can tolerate higher H₂S partial
pressures and lower pH values than Duplex 2205. Maximum sour service
temperature: 232°C (450°F).
Maximum Recommended Service Temperatures:
|
Service Condition |
Maximum Temperature |
|
Continuous Service (Seawater/Chloride Environment) |
250°C (482°F) |
|
Continuous Service (Non-Chloride Environment) |
300°C (572°F) |
|
Sour Service (NACE MR0175) |
232°C (450°F) |
|
Intermittent Service |
325°C (617°F) |
Critical Note: Super Duplex 2507 is not recommended for prolonged service above 300°C due to the risk of embrittling intermetallic phase precipitation (sigma phase). For heat exchanger flange applications above 300°C, austenitic grades (321/347/310S) should be considered.
Heat Treatment
Condition:
All Super Duplex 2507 flanges are solution annealed at 1050–1120°C followed by immediate water quenching (delay
must be kept under 30 seconds). This heat treatment restores the balanced
40–60% ferrite / 40–60% austenite microstructure, dissolves unwanted
intermetallic phases (sigma, chi) that form readily in super duplex grades,
relieves internal stresses from forging, and ensures optimal mechanical
properties and maximum corrosion resistance.
Critical Note: Super Duplex 2507 requires immediate water quenching after solution annealing. Air cooling is completely unacceptable and will result in intermetallic phase precipitation, severely reducing corrosion resistance and toughness. The quenching delay must be kept under 30 seconds after opening the furnace.
Delivery Condition: Flanges normally supplied in solution annealed and pickled condition, providing a clean, smooth surface and excellent corrosion resistance. Bright annealing is not recommended for super duplex grades due to the water quenching requirement.
|
Class |
Rating (psig) @ 100°F |
Rating (psig) @ 200°F |
Rating (psig) @ 300°F |
Rating (psig) @ 400°F |
Rating (psig) @ 500°F |
|
150 |
290 |
275 |
255 |
240 |
225 |
|
300 |
780 |
740 |
690 |
650 |
610 |
|
600 |
1560 |
1480 |
1380 |
1300 |
1220 |
|
900 |
2340 |
2220 |
2070 |
1950 |
1830 |
|
1500 |
3900 |
3700 |
3450 |
3250 |
3050 |
|
2500 |
6500 |
6170 |
5750 |
5420 |
5080 |
Reference: Based on ASME B16.5 for super duplex stainless steel (Group 2.2). Derating factors at higher temperatures are more conservative than for austenitic grades due to risk of sigma phase embrittlement.
|
Flange Type |
Common Faces |
Pressure Classes |
Manufacturing Method |
Typical Super Duplex Applications |
|
Weld Neck (WN) |
RF, RTJ, FF |
150–2500 |
Forged + Machined |
Deepwater subsea manifolds, HP/HT wellhead |
|
Slip-On (SO) |
RF, FF |
150–600 |
Forged + Machined |
Low-to-medium pressure seawater systems |
|
Blind (BL) |
RF, RTJ, FF |
150–2500 |
Forged + Machined |
Subsea pipeline closures, vessel manways |
|
Socket Weld (SW) |
RF, FF |
150–1500 |
Forged + Machined |
Small bore high-pressure instrumentation |
|
Threaded (TH) |
RF, FF |
150–600 |
Forged + Machined |
Non-welded chemical injection connections |
|
Lap Joint (LJ) |
Flat face |
150–600 |
Forged + Machined |
Systems requiring frequent dismantling |
|
Plate Flange |
Flat face |
150 |
Plate cutting + Machining |
Low-pressure seawater intake |
|
Orifice Flange |
RF, RTJ |
300–2500 |
Forged + Machined |
HP/HT flow measurement in sour service |
|
Parameter |
Weld Neck (WN) |
Slip-On (SO) |
Blind (BL) |
Lap Joint (LJ) |
Socket Weld (SW) |
|
Nominal Size (DN/NPS) |
1/2″ – 60″ |
1/2″ – 24″ |
1/2″ – 60″ |
1/2″ – 24″ |
1/2″ – 4″ |
|
Pressure Class |
150 – 2500 |
150 – 600 |
150 – 2500 |
150 – 600 |
150 – 1500 |
|
Facing Types |
RF, RTJ, FF, T&G, M&F |
RF, FF |
RF, RTJ, FF |
Flat face |
RF, FF |
|
Hub Types |
Long taper, short taper |
Straight |
N/A |
Studded |
Straight |
|
Bore Types |
Match pipe schedule |
Slightly larger than pipe |
N/A |
Same as flange ID |
Match pipe OD |
Standard Dimensions: ASME B16.5 for sizes up to 24″, and ASME B16.47 Series A/B for large diameters up to 60″. EN 1092-1 dimensions available upon request.
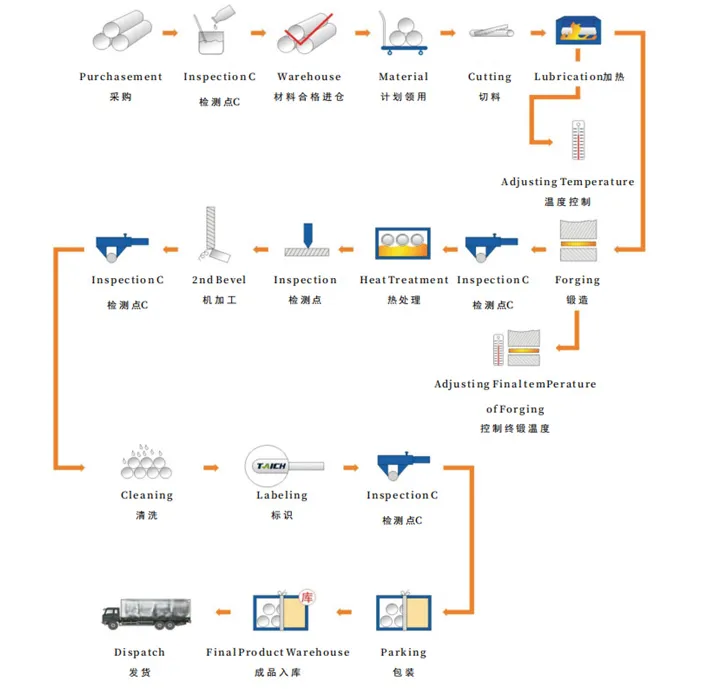
Raw Material Selection: High-quality S32750 super duplex billets from certified premium mills (Outokumpu, Sandvik) with certified chemical composition and ferrite/austenite balance. Raw material is VIM-VAR (Vacuum Induction Melted – Vacuum Arc Remelted) for optimal cleanliness and is NORSOK M-650 qualified and NACE MR0175 compliant.
Cutting & Heating: Material is cut to precise weight using band saws, then induction-heated to a carefully controlled, narrow temperature range (lower than duplex 2205 to prevent ferrite coarsening and intermetallic formation). Temperature monitoring is continuous.
Forging: Hot forged using hydraulic presses (3000–8000 tons) with strict temperature control and reduced reduction rates to prevent cracking. Multiple forging steps with specialized dies.
Heat Treatment – Solution Annealing: Critical heat treatment at 1050–1120°C followed by immediate water quenching (<30 seconds delay) to restore balanced duplex microstructure and dissolve intermetallic phases. This is the most critical step in super duplex flange manufacturing.
Ferrite Content Measurement: Verification of phase balance using magnetic induction or metallographic methods – requirement: 35–65% ferrite (minimum 40% for sour service).
Machining: CNC lathes and milling machines produce precise dimensions, bolt holes, and facing surfaces. Special tooling and slower cutting speeds required due to higher strength and work hardening of super duplex.
Surface Finishing: Raised face serration, flat facing, or RTJ groove machining per ASME B16.5 requirements.
Marking: Laser engraving or stamping with grade (F53/S32750), size (NPS), class, heat number, heat treatment condition, manufacturer identification, and standard.
Inspection & Testing: Dimensional check, PMI, ferrite measurement, hardness test, NDT, and corrosion testing as required.
Surface Treatment: Pickling and passivation using specialized pickling acids optimized for super duplex grades; thorough rinsing required. Extended pickling time required due to high alloy content.
|
Surface Finish |
Description |
Roughness (μinch) |
Typical Super Duplex Application |
|
Raised Face (RF) |
Standard serrated concentric or spiral finish |
125–250 |
General service, gasket sealing |
|
Flat Face (FF) |
Full face contact, smooth or serrated |
125–250 |
Flat-faced equipment connections |
|
Ring Type Joint (RTJ) |
Grooved for oval or octagonal ring gasket |
63 max |
High-pressure sour gas service, HP/HT wellhead |
|
Tongue & Groove (T&G) |
Matched tongue and groove facing |
125 min |
Critical subsea connections |
|
Male & Female (M&F) |
Matched male/female facing |
125 min |
Deepwater equipment connections |
|
Pickled & Passivated |
Chemically cleaned oxide-free surface |
As machined |
All super duplex flange applications (mandatory) |
|
Grit Blasted |
Matte, uniform surface texture |
Variable |
Topside offshore (paint adhesion) |
Note: Bright annealing is not possible for Super Duplex 2507 due to the mandatory water quenching requirement. All super duplex flanges from Womic Steel are supplied in the annealed and pickled condition.
Each Super Duplex 2507 flange face is inspected for surface roughness, concentricity, and absence of defects.
Chemical Analysis: Positive Material Identification (PMI) 100% verification using handheld XRF spectrometer for Cr, Ni, Mo, N (high alloy content verification critical).
Ferrite Content Measurement: Magnetic induction (ferritoscope) or metallographic method – requirement: 35–65% ferrite (minimum 40% for sour service), documented on test report.
Microstructure Examination: Verification of balanced dual-phase structure, absence of intermetallic phases (sigma, chi, etc.).
Mechanical Testing: Tensile strength (≥800 MPa), yield strength (≥550 MPa), elongation (≥25%), hardness (≤310 HBW / ≤32 HRC).
Charpy Impact Testing: Per NORSOK M-630 at -46°C – ≥70J typical for longitudinal, documented.
Dimensional Inspection: OD, ID, bolt circle, bolt hole alignment, thickness, flatness using calibrated gauges and CMM.
Thread Inspection: NPT thread verification using GO/NO-GO gauges per ANSI B1.20.1.
NDT – Liquid Penetrant Testing (PT): 100% for surface defects including cracks, forging laps, and porosity.
NDT – Ultrasonic Testing (UT): For internal flaws and lamination upon customer request.
NDT – Radiographic Testing (RT): For critical deepwater subsea flanges upon request.
Pitting Corrosion Test: ASTM G48 Method A – 24 hours in 6% FeCl₃ at 40°C (or 50°C for NORSOK) – no pitting allowed. Mandatory for NORSOK compliance.
Critical Pitting Temperature (CPT): ASTM G48 Method C – optional upon request. Typical CPT ≥ 80°C.
Intergranular Corrosion Test (IGC): ASTM A262 Practice E – validates resistance to sensitization.
Sour Service Qualification (upon request): HIC per NACE TM0284 (Hydrogen Induced Cracking), SSC per NACE TM0177 (Sulfide Stress Cracking) – full documentation available.
NORSOK M-650 Qualification: Complete documentation package including MPS, PQR, production test reports.
Third-Party Inspection: SGS, BV, DNV, TUV, LR, or ABS on customer request.

|
Parameter |
Size Range |
Permitted Tolerance |
|
Outside Diameter (OD) |
≤4″ (DN100) |
±1.6 mm |
|
Outside Diameter (OD) |
4″–8″ (DN100–DN200) |
±2.4 mm |
|
Outside Diameter (OD) |
≥10″ (DN250) |
±3.2 mm |
|
Bolt Circle Diameter |
All sizes |
±0.8 mm |
|
Bolt Hole Spacing |
Adjacent holes |
±0.5 mm |
|
Bolt Hole Roundness |
All sizes |
±0.5 mm |
|
Flange Thickness |
All sizes |
+3.0 mm / -0.0 mm |
|
Hub Diameter |
≤4″ |
±1.6 mm |
|
Hub Diameter |
≥6″ |
±2.4 mm |
|
Hub Length (WN) |
All sizes |
±1.6 mm |
|
Concentricity of RTJ groove |
All sizes |
±0.5 mm |
|
RF Surface Roughness |
All sizes |
125–250 μinch |
|
RF Height |
All sizes |
1.6 mm ±0.8 mm |
Deepwater Subsea Oil & Gas: Subsea manifold connectors, jumper flange connections, pipeline end termination (PLET) flanges, subsea distribution unit flanges, Christmas tree flange connections, wellhead connectors, choke and kill line flanges (NACE MR0175 compliant, API 6A certified, ABS/BV/DNV/LR certified for deepwater).
HP/HT Sour Gas Pipelines: High-pressure, high-temperature sour gas pipeline flanges, wellhead flowline connectors, production manifold flanges, HP/HT gas lift flanges, high partial pressure H₂S connections.
Offshore Platforms (Critical Service): Topsides HP/HT process piping flanges, produced water system flanges, gas dehydration unit flanges, glycol regeneration flanges, HP chemical injection flanges (NORSOK M-650 certified).
Seawater Systems (High Velocity): High-pressure seawater injection pump flanges, deepwater seawater lift system flanges, firewater system flanges for offshore platforms, high-velocity seawater intake structures.
Desalination Plants (High Temperature): High-pressure reverse osmosis (HPRO) feed line flanges, brine heater flanges, brine discharge flanges, zero liquid discharge (ZLD) evaporator flanges, thermal desalination interstage flanges.
Flue Gas Desulfurization (FGD): Absorber tower flanges, spray header flanges, slurry piping flanges, quench nozzle flanges, reheat duct flanges – for high-chloride, low-pH, high-temperature zones.
Chemical Processing (Aggressive Acids): HP/HT heat exchanger flanges, reactor flanges for sulfuric acid, phosphoric acid, and mixed acids, high-chloride organic compound process flanges, titanium dioxide production flanges.
Hydrometallurgy: Pressure acid leaching (PAL) flanges, high-temperature solvent extraction flanges, electrowinning solution flanges, nickel/cobalt/copper processing equipment connections.
Geothermal Energy: High-temperature, high-chloride, high-H₂S brine pipeline flanges, steam condensate flanges, geothermal wellhead flanges, reinjection well flanges.
Military/Naval (Critical Systems): Naval vessel seawater cooling flanges, submarine hydraulic system flanges, warship FGD system flanges (classification society certified).
Marine Engineering (Critical Service): Seawater-cooled condenser flanges for nuclear submarines, ballast water treatment system flanges, exhaust gas scrubber flanges for LNG carriers.
Small
flanges (≤4″): Heavy-duty cartons with moisture barrier paper on
pallets, individual wrapping with VCI paper.
Medium
flanges (6″–12″): Wooden crates with foam padding
dividers, each flange wrapped in VCI paper.
Large
flanges (≥14″): Individual wooden crates with foam padding
on all contact surfaces.
All shipments:
VCI paper interleaving between flanges
Plastic end caps for bore protection
Bolt hole protectors for RTJ facings
Individual tagging: Grade (F53/S32750), size, class, heat number, heat treatment condition (solution annealed + water quenched), heat treatment records reference, standard, PO number
Waterproof shipping marks for export containers
Moisture barrier wrapping for sea freight
Womic Steel's Delivery Strengths:
Ready stock: Class 150 and 300 Super Duplex 2507 flanges in sizes 1/2″–12″ – dispatch within 48 hours.
Direct cooperation with global shipowners for the most competitive freight rates.
Professional loading by in-house teams using non-metallic slings and padded supports to prevent surface scratches and deformation.
Complete documentation for customs clearance including EN 10204 3.1/3.2 MTR, NORSOK M-650 documentation, NACE compliance certificates, ferrite measurement records, PMI reports, corrosion test reports (ASTM G48), Charpy impact test reports, heat treatment charts, and inspection certificates.
Continuous cargo tracking and after-sales follow-up with destination agent support.
1. What is the
difference between Super Duplex 2507 and Duplex 2205 flanges?
Super Duplex 2507 (S32750) has higher chromium (24-26% vs 22-23%), molybdenum
(3-5% vs 3-3.5%), and nitrogen (0.24-0.32% vs 0.14-0.20%), giving PRE ≥42 (vs
≥35) and higher strength (YS ≥550 MPa vs ≥450 MPa). 2507 offers significantly
better pitting and crevice corrosion resistance, higher allowable H₂S partial
pressures for sour service, and better low-temperature toughness.
2. Are Super Duplex
2507 flanges suitable for sour service (H₂S environments)?
Yes. Super
Duplex 2507 is fully NACE MR0175 / ISO 15156 compliant for sour service up to 232°C
(450°F) with the highest allowable H₂S partial pressure limits for duplex
stainless steels. We can supply documented HIC (NACE TM0284) and SSC (NACE
TM0177) test reports upon request. A typical sour service order will include
HIC/SSC testing documentation.
3. Can Super Duplex
2507 flanges be welded to Duplex 2205 piping?
Yes, but requires careful procedure with appropriate filler metal (typically
ER2594 for super-to-super and super-to-2205 transitions). Welding procedures
must be qualified (PQR/WPQ), and heat input must be controlled. The transition
should be designed to avoid galvanic corrosion in seawater service.
4. What is the
maximum service temperature for Super Duplex 2507 flanges?
250°C (482°F) for chloride service; 300°C (572°F) for non-chloride service.
Above 300°C, risk of sigma phase embrittlement increases significantly. For
higher temperature applications, consider austenitic grades (321, 347, 310S) or
nickel alloys.
5. Do Super Duplex
2507 flanges require post-weld heat treatment (PWHT)?
Generally, no. However, welding procedures must strictly control heat input
(typically 0.3–1.0 kJ/mm), interpass temperature (<150°C), and use
N₂-containing shielding gas. For maximum corrosion resistance in severe sour
service, full solution annealing after welding is not typically required for
flanges that are already solution annealed before machining.
6. What facing is
recommended for high-pressure sour gas flanges (Super Duplex 2507)?
Ring Type Joint (RTJ) facing with octagonal ring gasket is recommended for
high-pressure sour gas service (Class 1500-2500) to ensure leak-tight sealing
under extreme conditions. The RTJ groove must be inspected for surface finish
(63 μinch max).
7. Can you supply
Super Duplex 2507 flanges with NORSOK M-650 documentation?
Yes. We
maintain NORSOK M-650 qualified raw material suppliers and can supply complete
documentation packages including Manufacturing Procedure Specification (MPS),
Procedure Qualification Record (PQR), product heat treatment records with
time-temperature charts (validating water quenching with <30 second delay),
and production test reports (MTRs) with ferrite measurement, PMI, mechanical
tests, Charpy impact, and ASTM G48 corrosion test results.
8. What is the
typical lead time for Super Duplex 2507 flanges?
Stock sizes (1/2″–12″, Class 150/300 WN RF): 2–3 days. Non-stock or special
facings (RTJ, T&G): 3–4 weeks. Large diameter B16.47 flanges (≥26″): 4–6
weeks depending on thickness and facing. Custom forged flanges or special
material chemistries: 6–8 weeks.
9. Can you supply
Super Duplex 2507 flanges with EN 1092-1 dimensions?
Yes. We can manufacture Super Duplex 2507 flanges to EN 1092-1 Type 01, 02, 05,
11, 12 with PN6 to PN400 pressure ratings. Please specify your facing and
dimensional requirements.
10. How is Super
Duplex 2507 flange corrosion resistance verified?
ASTM G48 Method A pitting corrosion test is the standard verification method
(24 hours in 6% ferric chloride at 40°C, no pitting allowed). For NORSOK M-650
compliance, testing at 50°C is required. Test report includes weight loss
measurement and microscopic examination.
Complete Product Range: Weld neck, slip-on, blind, socket weld, threaded, lap joint, and plate flanges – one-stop purchasing for deepwater subsea and extreme offshore projects.
Strict Quality Control: ISO 9001:2015, PED 2014/68/EU, and API Q1 certified facilities.
Premium Mill Sources: Outokumpu, Sandvik certified raw materials – 100% traceable.
NORSOK M-650 Qualified: Complete documentation packages available for offshore and subsea projects.
NACE MR0175 / ISO 15156 Compliant: Highest H₂S partial pressure tolerance, with HIC/SSC test reports on request.
Advanced Forging & Machining: 3000–8000 ton hydraulic presses and CNC machining centers with specialized tooling for super duplex.
Full Traceability: Heat number stamped on each flange – traceable back to original mill certificate with ferrite measurement records, heat treatment charts, and full serialization.
Ferrite Content Control: 100% ferrite measurement (35–65% ferrite) documented on test reports with automated ferritoscope.
Corrosion Testing: In-house ASTM G48 pitting corrosion testing capability; third-party witnessed testing available.
Flexible Customization: Special facing types (RTJ, T&G, M&F), custom bolt drilling, and non-standard sizes available.
Marine & Offshore Certified: ABS, BV, DNV, LR, GL, RINA, CCS, KR, NK certification available.
Deepwater Subsea Experience: Proven supply record for deepwater subsea projects in Gulf of Mexico, North Sea, Brazil Santos Basin, West Africa, and SE Asia.
Global Delivery: Exported to major deepwater projects worldwide.
Tel / WhatsApp:
Victor: +86 15575100681
Jack: +86 18390957568
E-mail: info@womicstainless.com
Website: www.womicsteel.com
Contact Womic Steel today for a competitive quote on Super Duplex 2507 stainless steel flanges. We offer certified quality, NORSOK M-650 documentation, NACE MR0175 compliance, ASTM G48 corrosion testing, fast production lead times, and reliable global delivery to keep your deepwater subsea and extreme offshore projects running smoothly.
Stock Examples (Class 150 WN RF – Super Duplex 2507):
|
NPS |
DN |
Schedule |
Class |
|
1/2″ |
15 |
Sch40S |
150 |
|
1″ |
25 |
Sch40S |
150 |
|
2″ |
50 |
Sch80S |
150 |
|
3″ |
80 |
Sch40S |
150 |
|
4″ |
100 |
Sch80S |
150 |
|
6″ |
150 |
Sch40S |
150 |
|
8″ |
200 |
Sch80S |
150 |
|
10″ |
250 |
Sch40S |
300 |
|
12″ |
300 |
Sch80S |
300 |
Stock Examples (Class 300 WN RF – Super Duplex 2507):
|
NPS |
DN |
Schedule |
Class |
|
1/2″ |
15 |
Sch80S |
300 |
|
1″ |
25 |
Sch40S |
300 |
|
2″ |
50 |
Sch80S |
300 |
|
3″ |
80 |
Sch40S |
300 |
|
4″ |
100 |
Sch80S |
300 |
|
6″ |
150 |
Sch40S |
300 |
Stock Examples (Class 600 and above – RTJ facing – Super Duplex 2507):
|
NPS |
DN |
Class |
Facing |
|
2″ |
50 |
600 |
RTJ |
|
4″ |
100 |
900 |
RTJ |
|
6″ |
150 |
1500 |
RTJ |
Related Keywords (Super Duplex 2507 Flanges):
ASME B16.5 Super Duplex 2507 weld neck flange, S32750 slip on flange Class 150, F53 blind flange RTJ, socket weld flange 6000LB Super Duplex 2507, threaded flange NPT Super Duplex, lap joint flange stub end Super Duplex, EN 1092-1 1.4410 plate flange, NORSOK M-650 Super Duplex 2507 weld neck flange, NACE MR0175 Super Duplex blind flange, API 6A Super Duplex 2507 flange, API 5LC Super Duplex flange, A182 F53 weld neck flange, deepwater subsea S32750 RTJ flange, HP/HT sour gas Super Duplex blind flange, seawater resistant Super Duplex flange, high pressure Super Duplex 2507 flange, PREN 42 Super Duplex flange, 80 ksi yield strength Super Duplex flange, ferrite controlled Super Duplex 2507 flange, ASTM G48 tested Super Duplex flange, HIC tested S32750 flange, SSC tested Super Duplex 2507 flange, ABS certified Super Duplex flange, DNV approved Super Duplex 2507 flange, BV approved S32750 flange, LR certified Super Duplex flange, subsea manifold Super Duplex 2507 flange, Christmas tree Super Duplex flange, wellhead connector S32750, high pressure reverse osmosis Super Duplex flange, FGD absorber Super Duplex flange, pressure acid leaching Super Duplex 2507 flange, geothermal brine Super Duplex flange, 2507 vs 2205 flange selection, Super Duplex stainless steel flange weight chart, cryogenic Super Duplex flange, Arctic service S32750 flange, super duplex flange water quenching certificate, intermetallic phase free super duplex flange.











